배수계 부피가 미치는 비배수 삼축시험 오류와 보정법
초록
본 논문은 전통적인 삼축시험에서 배수계의 사각(死角) 부피가 비배수 열·기계 하중 시 측정되는 공극압력과 체적 변형에 미치는 영향을 분석하고, 이를 보정하기 위한 수식과 절차를 제시한다. 파라미터 연구를 통해 시료의 공극률, 배수성 압축성, 그리고 배수계 부피 대비 시료 부피 비율이 오차에 가장 큰 영향을 주는 것으로 확인하였다.
상세 분석
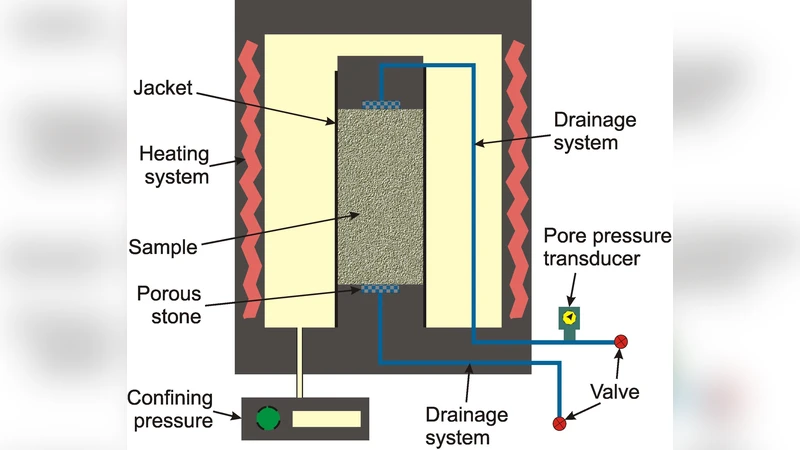
비배수 삼축시험은 포화 다공성 재료의 열·기공 탄성 특성을 평가하는 핵심 실험법이지만, 실제 장비에서는 배수계(파이프, 압력계, 유량계 등)의 사각 부피가 완전 비배수 조건을 방해한다. 이 부피에 포함된 유체는 외부 하중이나 온도 변화에 따라 압축·팽창하면서 시험 중 측정되는 공극압력(pore pressure)과 체적 변형(volumetric strain)에 인위적인 편차를 만든다. 논문은 먼저 배수계와 그 안의 유체를 각각 압축성(β_d)과 열팽창계수(α_d)로 모델링하고, 전체 시스템의 부피 균형식을 도출한다. 여기서 핵심은 시료 부피(V_s)와 배수계 부피(V_d)의 비율 r = V_d / V_s가 작을수록 오차가 감소한다는 점이다.
보정식은 측정된 공극압력 Δp_m과 체적 변형 ε_v,m를 실제 값 Δp_t, ε_v,t와 연결한다. 압축성 보정은 β_d·Δp_m·V_d를 시료의 압축성 β_s·Δp_t·V_s에 더해 주는 형태이며, 열보정은 α_d·ΔT·V_d를 α_s·ΔT·V_s에 더한다. 이를 통해 비배수 등방성 압축시험과 비배수 가열시험 각각에 적용 가능한 두 개의 보정 계수를 정의한다.
파라미터 스터디에서는 (1) 시료 공극률 n, (2) 배수성 압축성 K_d (또는 β_d), (3) 부피비 r 를 변화시켜 오차 민감도를 조사하였다. 결과는 n이 클수록, K_d가 작을수록, 그리고 r이 클수록 공극압력 과대측정이 크게 나타난다. 특히, r > 0.05(즉, 배수계 부피가 시료 부피의 5% 이상)인 경우 오차가 10% 이상으로 급증한다. 이러한 정량적 관계는 실험 설계 단계에서 배수계 최소화와 고압축성 재료 선택이 필요함을 시사한다.
보정 방법의 한계는 배수계의 압축성·열팽창계수가 실험 조건에 따라 변할 수 있다는 점이며, 복합적인 유동 저항(예: 필터 매체)까지 포함하지 못한다는 점이다. 그러나 실험실 수준에서 간단히 적용 가능한 보정 절차를 제공함으로써 기존 데이터의 재해석이나 새로운 실험 설계에 큰 도움이 된다.
댓글 및 학술 토론
Loading comments...
의견 남기기