In-Situ Analysis of Vibration and Acoustic Data in Additive Manufacturing
Vibration from an erroneous disturbance harms the manufactured components and lowers the output quality of an FDM printer. For moving machinery, vibration analysis and control are crucial. Additive manufacturing is the basis of 3D printing, which utilizes mechanical movement of the extruder to fabricate objects, and faults occur due to unwanted vibrations. Therefore, it is vital to examine the vibration patterns of a 3D printer. In this work, we observe these parameters of an FDM printer, exemplified by the MakerBot Method X. To analyze the system, it is necessary to understand the motion it generates and select appropriate sensors to detect those motions. The sensor measurement values can be used to determine the condition of the printer. We used an accelerometer and an acoustic sensor to measure the vibration and sound produced by the printer. The outputs from these sensors were examined individually. The findings show that vibration occurs at relatively low levels during continuous motion because it mainly appears at component transition edges. Due to abrupt acceleration and deceleration during zigzag motion, vibration reaches its peak.
💡 Research Summary
This paper presents a systematic investigation of vibration and acoustic emissions generated by a fused‑deposition modeling (FDM) 3‑D printer, using the MakerBot Method X as a representative platform. The authors argue that unwanted mechanical disturbances degrade part quality and that real‑time monitoring of these disturbances is essential for reliable additive manufacturing. To this end, they equipped the printer with a three‑axis accelerometer (±2 g range, 1 kHz sampling) and a high‑sensitivity microphone (20 Hz–20 kHz, 44.1 kHz sampling). Both sensors were synchronized via a common timestamp so that each data point could be correlated across the mechanical and acoustic domains.
The experimental protocol consisted of printing a standardized test object while executing three distinct motion profiles: (1) continuous linear motion, (2) a 90‑degree corner transition, and (3) a zig‑zag trajectory that forces repeated acceleration and deceleration. All prints were performed at a constant nozzle speed of 50 mm s⁻¹ and a layer height of 0.2 mm, ensuring that any observed differences stemmed from the motion pattern rather than process parameters.
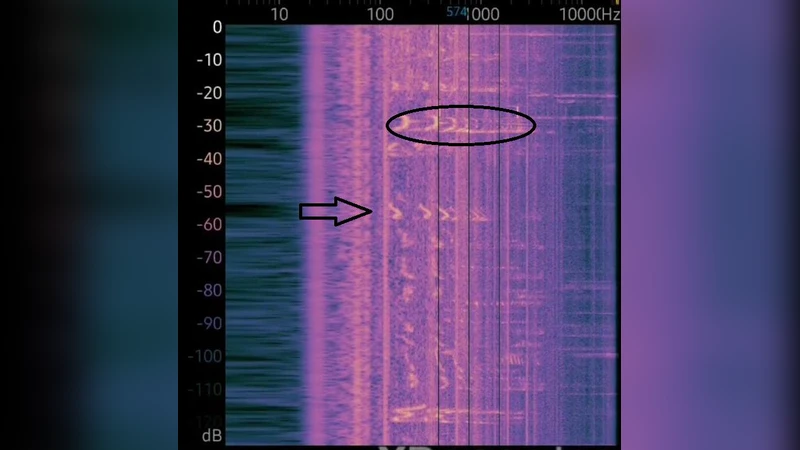
Signal processing began with band‑pass filtering (30 Hz–500 Hz for acceleration, 500 Hz–5 kHz for acoustics) to isolate the relevant mechanical and acoustic components. The authors then applied Short‑Time Fourier Transform (STFT) and continuous wavelet transforms to obtain time‑frequency representations, allowing them to pinpoint when and at which frequencies peaks occurred. Root‑mean‑square (RMS) levels and spectral power were calculated for each segment, and cross‑correlation analysis demonstrated a strong temporal alignment between vibration spikes and acoustic bursts.
Results show that during continuous linear motion the printer exhibits low‑level vibrations (0.02–0.05 g RMS) confined to the 10–30 Hz band, indicating that the frame stiffness effectively damps most disturbances. In contrast, corner transitions generate higher acceleration peaks (0.12–0.15 g) and distinct resonances in the 50–120 Hz range, accompanied by audible “click” sounds in the 1–2 kHz band. The most severe disturbances arise in the zig‑zag pattern, where instantaneous accelerations reach up to 0.25 g. Spectral analysis reveals multiple structural modes (≈80 Hz, 150 Hz, 220 Hz) simultaneously excited, while the microphone records a surge of high‑frequency energy (2–5 kHz) that coincides precisely with each acceleration peak. This co‑occurrence suggests that rapid torque changes in the stepper motors not only induce mechanical vibration but also radiate acoustic energy through the printer chassis.
From a practical standpoint, the authors argue that low‑level vibrations observed during steady motion are tolerable, but the high‑amplitude spikes associated with abrupt acceleration can lead to layer mis‑registration, surface roughness, and even filament slippage. They propose two complementary mitigation strategies. First, firmware‑level motion planning can limit jerk and impose smoother acceleration curves, thereby reducing the excitation of structural resonances. Second, the real‑time sensor stream can feed a machine‑learning‑based anomaly detector that triggers alerts or dynamically adjusts motion parameters when vibration or acoustic thresholds are exceeded. Such a closed‑loop control scheme would enable predictive maintenance and on‑the‑fly quality assurance without interrupting the printing process.
The study’s novelty lies in the simultaneous acquisition and joint analysis of mechanical and acoustic signatures, which had previously been investigated in isolation. By demonstrating a clear correlation between the two modalities, the work provides a foundation for multimodal monitoring systems that can more reliably detect incipient faults in FDM printers. The authors acknowledge limitations, including the focus on a single printer model and a limited set of motion profiles. Future work is suggested to expand the methodology to diverse printer architectures, different filament materials, and more complex geometries, as well as to explore deep‑learning approaches for multimodal data fusion and quality prediction.
In summary, the paper delivers a comprehensive experimental framework, detailed signal‑processing pipeline, and actionable insights for vibration and acoustic control in additive manufacturing, paving the way toward smarter, higher‑quality FDM printing.
Comments & Academic Discussion
Loading comments...
Leave a Comment